Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
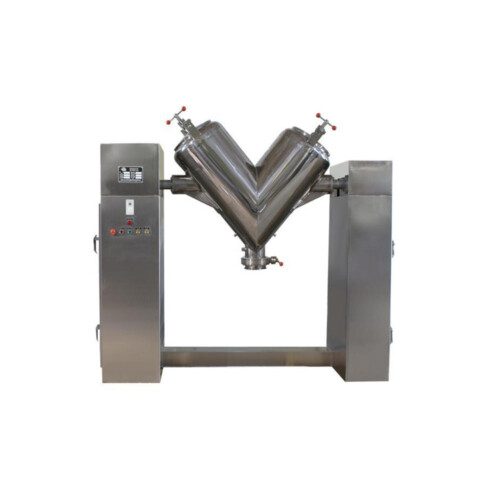
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network





Environmental Mixing Solutions: Vortex Mixers for Sustainable Waste Treatment and Soil Remediation
Introduction to Environmental Mixing and Sustainable Industry Practices
Modern society demands industrial facilities to adopt sustainable practices because of broadening environmental concerns. The industrial world experiences a noticeable change specifically through its waste treatment programs alongside its soil remediation practices. Proficient and secure material blending of contaminated soils with industrial sludge and chemicals and additives remains an essential requirement for these processes. To meet this need, advanced environmental mixing solutions are essential. As a top industrial mixer producer Vortex supplies multiple machine types which increase operational performance by enabling industries to create environmentally sustainable solutions.

The Growing Need for Environmental Mixing Solutions
Industries engaged in chemical processing alongside agriculture along with waste management have begun to adopt reliable and flexible equipment systems which enable their transition to eco-friendly operations due to stringent global environmental requirements. Various industries now demand environmental mixing solutions as a baseline operability standard for tasks that include waste processing and hazardous substance neutralization and soil stabilization. The usage of industrial mixers for homogeneous blending allows companies to achieve better pollutant management while minimizing environmental threats so they can meet international waste disposal guidelines.
Vortex Extensive Knowledge in the Mixing Equipment
Vortex has operated since 1989 in the manufacturing business of top-performance industrial mixers serving various industrial sectors. The company stands out in precision engineering combined with an ongoing innovation strategy to produce equipment which serves as a key tool for environmental mixing tasks. The engineering of vortex mixers focuses on both maximizing the mixing efficiency alongside extending equipment lifetime and reducing its energy utilization. The equipment proves essential because it effectively works through corrosive or abrasive materials commonly used in waste and remediation procedures.
Key Environmental Applications of Vortex Mixers
Industrial mixers from Vortex find various applications in environmental operations. These mixers operate effectively across various project sizes because of their rugged construction which allows usage in both large and small remediation programs.
Soil Remediation
Environmental soils that bear contaminants include heavy metals and hydrocarbons as well as industrial pollution products. Soil contaminated with harmful substances becomes blendable through the use of Vortex mixers when operators add lime or cement for toxic substance immobilization. The soil becomes more stable through this method of treatment and harmful chemicals become less likely to filtrate away.
Sludge Conditioning and Waste Treatment
The dewatering procedure along with thickening and chemical treatment services frequently occur for sludge at wastewater processing facilities. The sludge treatment process ensures better drying results and reduced waste management expenses because vortex mixers properly disperse stabilizers and polymers throughout the system.
Fly Ash and Biomass Mixing
Post-processing fly ash as well as other industrial waste materials can result in usable products as binders properly integrate with the waste matter. The precise mixing requirements for this task can be achieved through the utilization of Vortex ribbon blenders together with plough shear mixers. The blending process in biomass treatment uses vortex mixers to uniformly distribute organic materials which results in compost or biofuel products.
Chemical Neutralization
All industrial facilities that yield acidic or alkaline waste products need to perform chemical treatment to bring these substances within acceptable disposal standards. By using vortex mixers operators can perform full chemical reagent blending operations safely thus minimizing both chemical reaction failures and contamination of natural environments.

Vortex Mixer Models Ideal for Environmental Applications
The Vortex company provides a line of mixers which demonstrate exceptional performance in environmental applications.
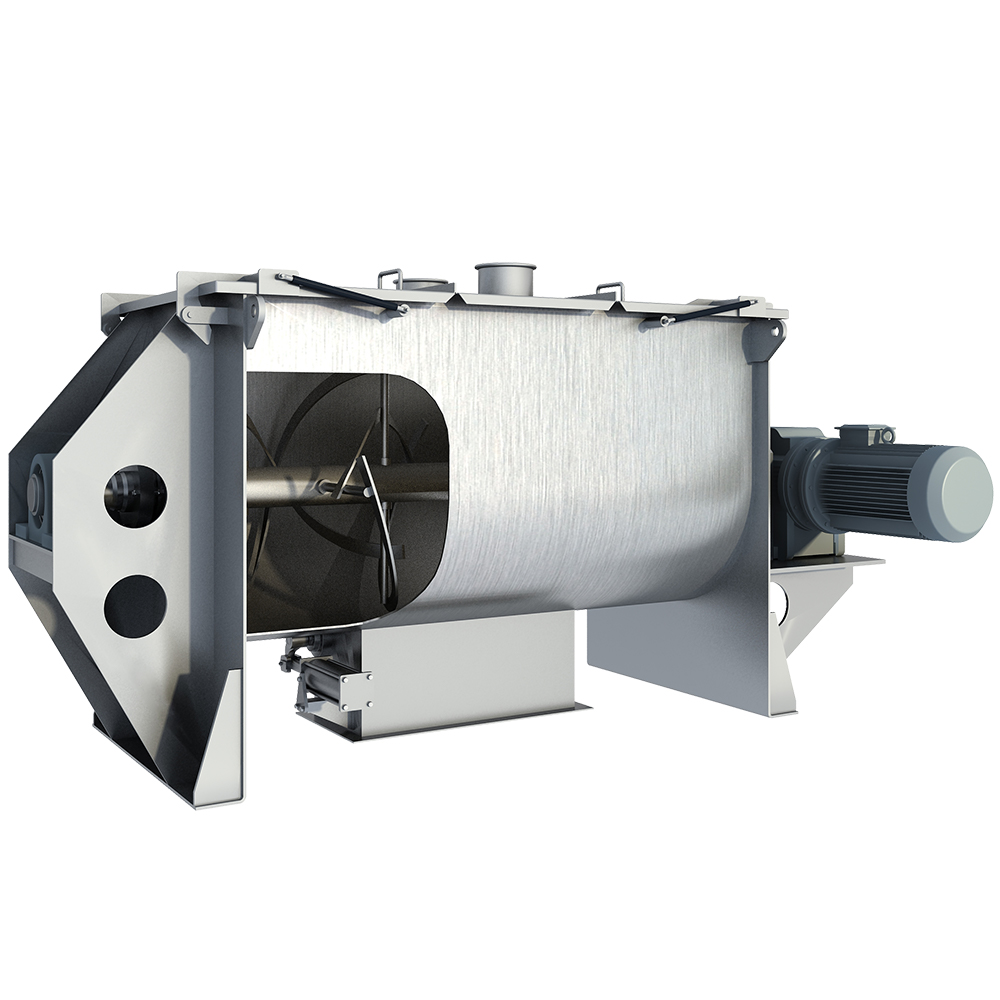
Plough Shear Mixers
Plough Shear mixers serve as effective tools for blending powdered substances with liquid and semi-liquid mixtures. Linear blending processes combined with flawless material dispersion enable their use for creating stable soils and chemical solutions.
Paddle Mixers
Paddle mixers characterize their operation through soft yet effective blending of sludge and biomass alongside high-water-content substances. Their measured operating speed leads to minimum heat production thus preserving the integrity of temperature-sensitive materials.
Ribbon Blenders
The flow pattern of ribbon blenders allows users to combine dry substances including fly ash with lime and powdered chemicals at high efficiency. Such mixers bring exceptional value to manufacturing systems that operate continuously during extensive production cycles.
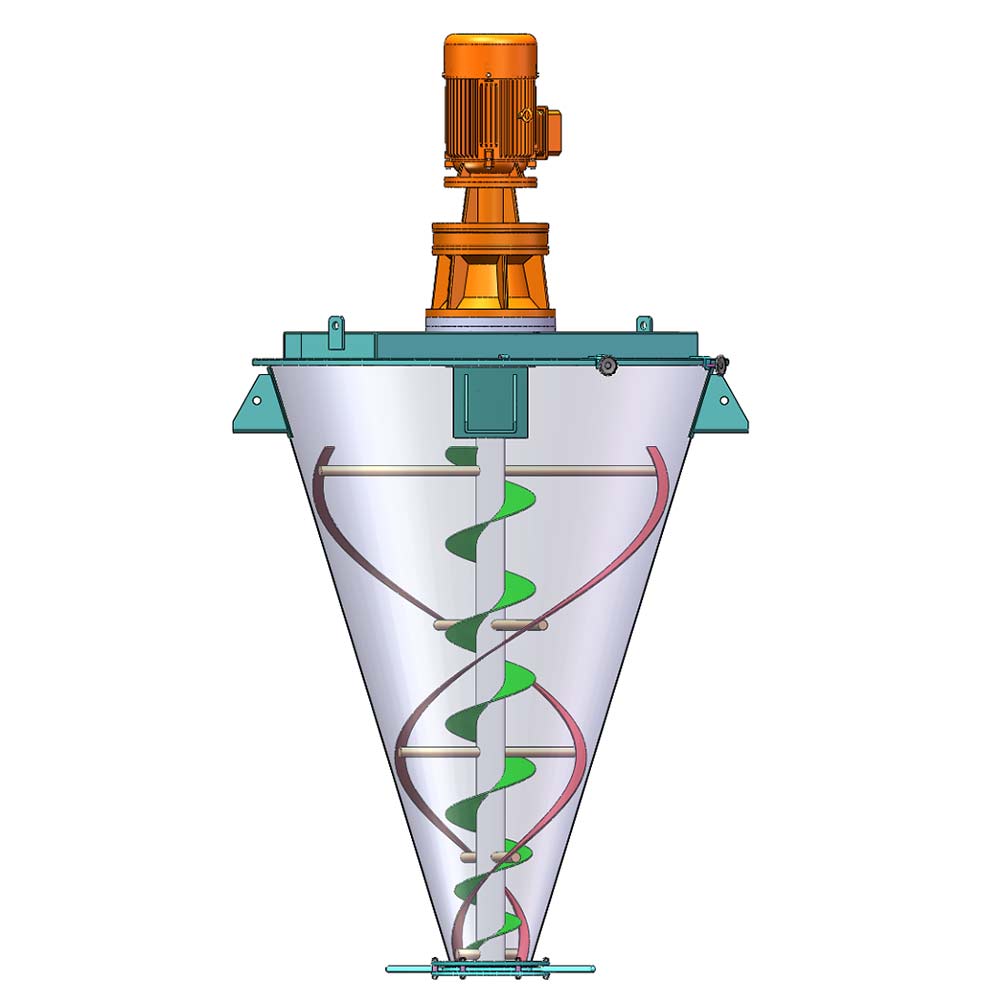
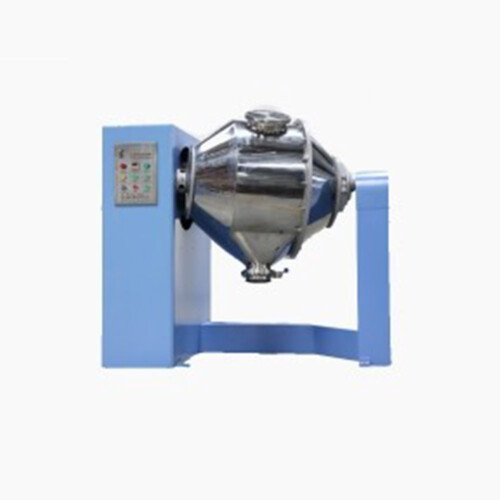
Conical Screw Mixers
The vertical mixer operates as an efficient batch processing equipment that handles waste treatment processes involving the mixing of granular substances and powders. Ribbon blenders enable excellent performance for material discharge operations alongside beneficial cleaning processes.
Benefits of Using Vortex Environmental Mixing Equipment
A choice of Vortex for environmental mixing brings you various performance benefits.
High Mixing Efficiency
The mixing quality of Vortex mixers becomes critical for waste treatment and chemical stabilization since incomplete blending may cause environmental contamination through improper mixing.
Energy Saving and Cost-Effective Operation
The energy-efficient design of Vortex mixers lowers the electricity use so performance stays at identical levels. The mixers provide extended service period which reduces both productivity disruptions as well as replacement expenses.
Customizable Configurations
Vortex provides mixers that come in different dimensions and specifications for various project requirements. Clients have the flexibility to select mixers that incorporate specific features suitable for their processing needs irrespective of operation scale or batch size.
Dust-Free and Safe Operation
Damaging materials as well as volatile chemicals and toxins pose common risks in environmental project work. Vortex creates mixers with special sealed chambers and dust control systems which provide operational safety together with environmental protection.
Easy Maintenance and Cleaning
Mixer manufacturing focuses on building equipment that requires simple maintenance activities. The mixers have designated access ports and smooth surfaces together with restricted dead zones to offer effortless cleaning services that stop cross-infection between procedures.
Compliance and Environmental Responsibility
Vortex fully recognizes the fundamental requirement of regulatory compliance in environmental operations. The company produces its mixing equipment to meet global standards that ensure quality and safety. The products from Vortex enable customers in these environmental sectors to maintain full compliance with legal requirements through efficient performance.
Case Study Example: Soil Stabilization Project
The remediation of extensive pollutant-contaminated soil took place at a former chemical plant site. The heavy metal contamination in the soil demanded stabilization prior to any safe disposal process. The commercially assembled plough shear mixer from Vortex received corrosion-proof linings and automated feed control components for optimized performance. The mixer offered uniform blending of contaminated soil and stabilizing agents which led to the reduction of mobile heavy metals allowing environmental safety designation at the site six months after start.
The Role of Mixing in the Circular Economy
As a company Vortex dedicates itself to advancing the circular economy through its mixing technology implementation. The recycling process made possible by Vortex mixers becomes more efficient as they turn sludge alongside biomass into fly ash which helps cut down on landfill waste while promoting sustainable resource reclamation. Customers using Vortex equipment benefit from two uses: waste treatment and the production of compost and fuel pellets and construction products.
After-Sales Support and Services
Vortex continues its commitment to outstanding equipment delivery after completion of equipment supply. The company delivers a complete service package that consists of:
- Technical consultation during planning
- On-site installation and commissioning
- Operator training
- The company guarantees continuous replacement part sales and offers scheduled maintenance services.
Vortex maintains a customer-centered methodology that allows clients to depend on them for sustained achievement of their environmental projects.

Conclusion
Sustainable industry depends on environmental mixing because it allows safe processing of waste materials for their transformation into new products. Vortex develops mixing equipment which serves waste treatment processes as well as remediation of soil and sludge management while performing chemical neutralization operations. Companies should choose Vortex mixers because they offer customization along with energy-efficient capabilities and dependable work together for maintaining efficiency while reducing environmental footprint. The wide range of available mixing solutions at Vortex makes them ready to serve sites for remediation and waste processing facilities and eco-friendly construction projects.
Ask An Expert