Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
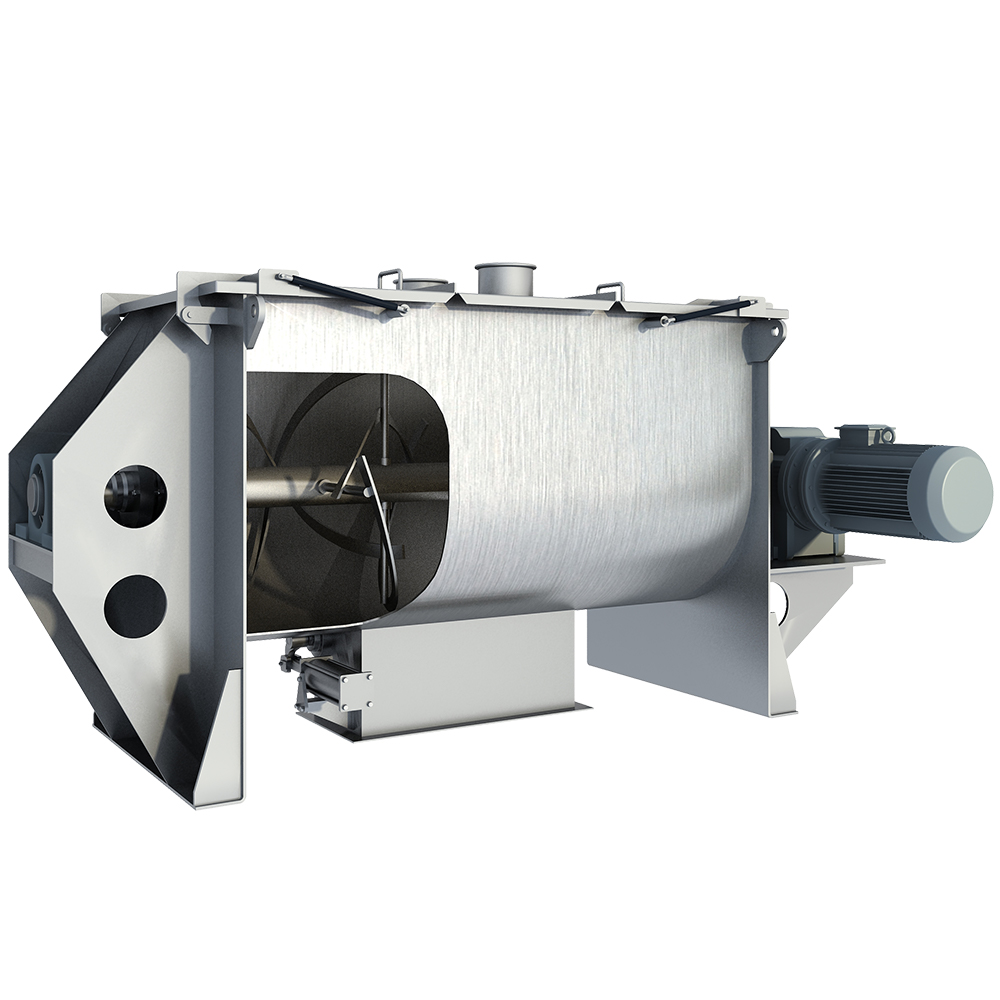
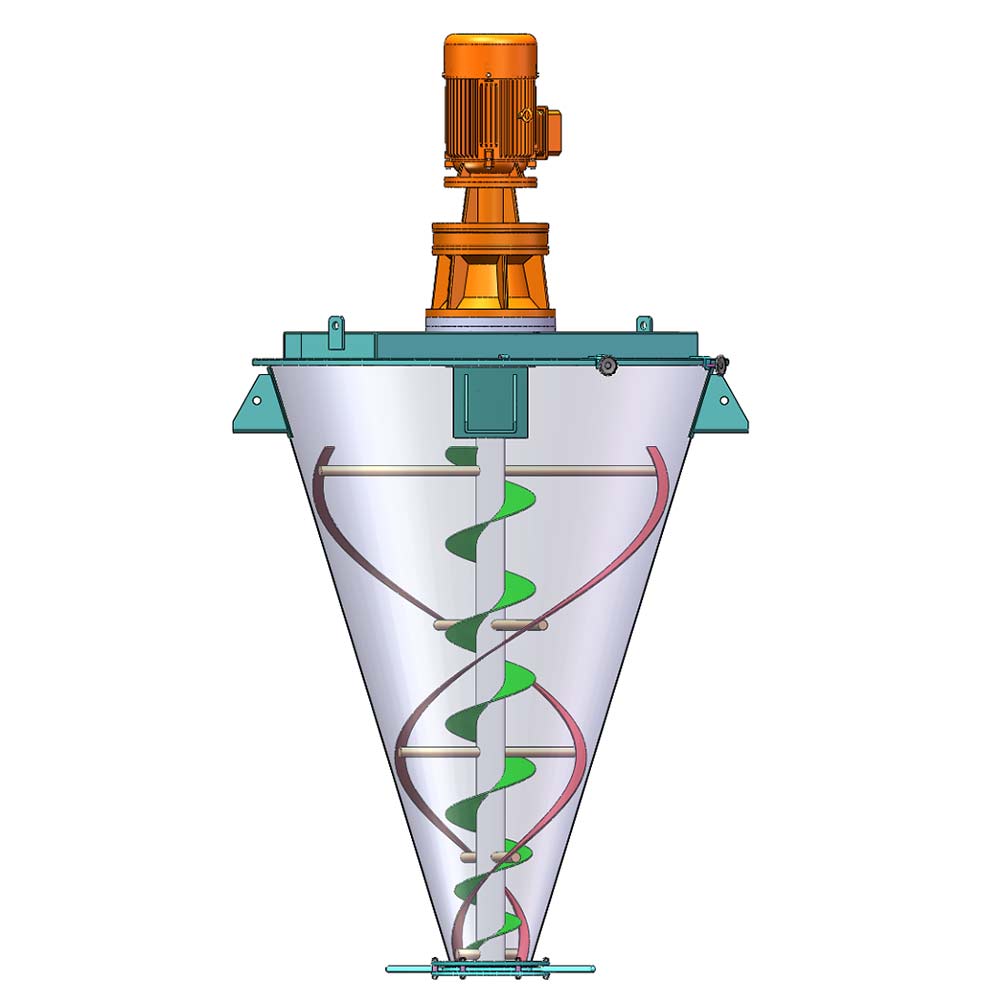
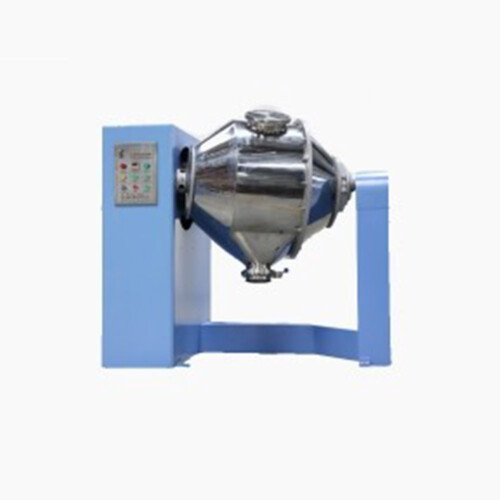
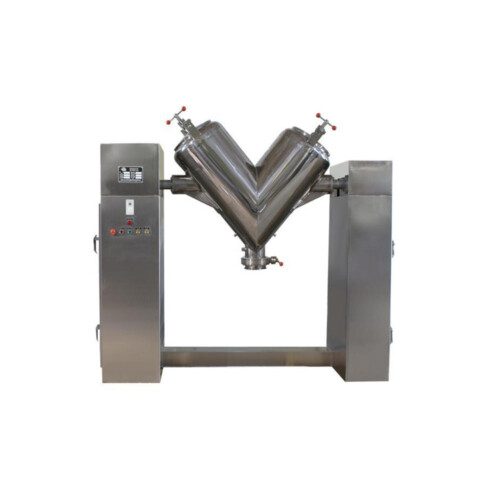
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network





How to achieve uniform mixtures with master batching
Despite their small proportions, however, minor and micro ingredients are critical to the process or the final product or both. In a dry soup mix, for instance, flavorings are minor ingredients. In an aspirin batch, the active ingredient acetylsalicylic acid is a micro ingredient. In a rubber batch, a colorant is the minor ingredient and sulphur (a curative to speed the rubber curing process) is a micro ingredient.
Mixing the minor and micro ingredients uniformly throughout the batch helps create a high-quality final product. Uniform mixing also ensures that each sample size (for instance, each soup mix package or aspirin tablet) contains the correct proportion of the minor and micro ingredients.
In addition, the minor and micro ingredients typically cost more per pound than other ingredients. Uniformly mixing these ingredients can save money, because you won’t need to add extra minor and micro ingredients to make up for poor ingredient distribution (particularly for colorants) in the batch.
Before discussing how master batching can aid uniform mixing, it’s helpful to look at how selecting the right mixer and developing an exact mixing specification can contribute to mixing quality.
Choosing a mixer
Several mixer types are available with various agitators and operating principles. But for mixing minor and micro ingredients into a carrier, a tumbling blender with a highspeed dispersion bar works well. The unit’s tumbling action can fluidize the carrier and completely expose its particle surfaces to the minor and micro ingredients. The high-speed dispersion bar efficiently disperses the minor and micro ingredients throughout the batch.
Depending on your ingredient characteristics, a ribbon blender or paddle blender can also be used to mix the minor and micro ingredients into the carrier. In some applications, however, the paddles or ribbon blades can throw the minor and micro ingredients against the mixer walls, where moisture, heat, or electrostatic charge can make certain ingredients stick rather than disperse throughout the carrier. Later, any accumulated ingredients may fall in a clump into the mixer, further preventing uniform dispersion throughout the carrier. Frequent cleaning can be a solution if you have sticking and clumping problems.
Choosing a mixer for adding a liquid minor or micro ingredient requires special care. To add a liquid minor ingredient to the batch, or to add a solid micro ingredient that’s been dissolved in a liquid to aid mixing, the mixer should fluidize the carrier and spray the liquid in the form of tiny droplets to keep the batch dry and free-flowing. A twinshell V-shaped blender with a high-speed dispersion bar works well for mixing the liquid minor ingredient. A paddle or ribbon blender with a high-speed dispersion bar can also mix the liquid ingredient.
Developing a mixing specification
To minimize mixing variability caused by different operators, develop an exact mixing specification. The specification includes the batch formula, the order in which each ingredient is added, and how fast each ingredient is added. For instance, you need to add the minor and micro ingredients after adding some of the carrier, because if you add the minor and micro ingredients first, they can stick to the mixer walls rather than mix with the other ingredients. And if you add a liquid ingredient too quickly, it can form a mass in one spot in the mixer rather than disperse evenly throughout the batch.
The specification should also include the mixer speed and the operating and ingredient temperatures. For instance, if your ingredients are stored outside, their temperatures can vary widely from season to season, thus creating different reactions in the batch. To minimize the effects of temperature differences, the specification can instruct the operator to stage the ingredients by letting them come to room temperature before adding them to the mixer.
By following an exact mixing specification…, different operators can produce batches at the same quality control level.
An exact mixing specification does more than ensure that different operators simply meet your mixing requirements. For instance, one operator’s mixing technique can produce an in-spec batch that falls at the upper level of your quality control range, and a second operator’s technique can produce an in-spec batch near the bottom of the range. Though both batches are in spec, each will perform a little differently during subsequent processing. By following an exact mixing specification that eliminates such technique differences, different operators can produce batches at the same quality control level.
How to use master batching to achieve uniform mixing
You can minimize problems with properly distributing the minor and micro ingredients throughout the batch by creating a master batch, although using the right mixer and an exact mixing specification are still important. In the master batch, the minor and micro ingredients are mixed with a small amount of the carrier; then the master batch is added to the production batch for final mixing.
Consider the example of a 1,000-pound pharmaceutical batch that contains 1 gram of a micro ingredient. The micro ingredient is the active ingredient and critical to the final pharmaceutical tablets’ function. If you add the micro ingredient directly to the 1,000-pound batch, the 1-gram quantity can easily stick to the mixer walls rather than disperse properly throughout the carrier. This failure to disperse wouldn’t be apparent to you, but the tablets wouldn’t work as intended without the micro ingredient.
You can avoid this problem by creating a master batch, in which a proportionately larger amount of the micro ingredient is mixed with the carrier. For instance, mix 20 grams of the micro ingredient with 20 pounds of the carrier. After mixing, take a sample to check the master batch’s quality. If the sample shows the master batch is properly mixed, divide the master batch into 20 1-pound batches. Add each 1-pound master batch to a 1,000-pound production batch; this distributes 1 pound rather than 1 gram into the 1,000pound batch and increases the micro-ingredient-to-carrier ratio by 454 times, providing better mixing.
Master batching also reduces the number of weighings you need to make per batch, especially for batches with several ingredients. Consider the example of a batch containing five ingredients, including two major, two minor, and one micro. Without master batching, you would mix these ingredients in the quantities shown in Table I to create a 1,000-pound batch.
To make 10 batches with these ingredients requires 50 separate weighings, 10 for each ingredient. Each batch requires 60 minutes of mixing to uniformly distribute the micro ingredient throughout the batch.
By adding the minor and micro ingredients into a portion of one of the major ingredients, you can create a master batch. The master batch includes the ingredients and quantities shown in Table II.
Master batching reduces the number of weighings you need to make per batch, especially for batches with several ingredients.
Creating the master batch requires four weighings, one for each ingredient. After taking a sample to test the mixture quality, divide the master batch into 10 100-pound master batches (which requires 10 more weighings) and add each to a 900-pound production batch containing 400 pounds of major ingredient A and 500 pounds of major ingredient B.

Weighing 10 batches each of the two major ingredients requires 20 weighings, which means that 34 weighings total are required with the master-batch method, 16 fewer than the conventional method for the same ingredients. Limiting the number of weighings also limits operator exposure to any toxic or hazardous ingredients in the mixture.
In addition, it takes 30 minutes to mix the master batch ingredients together and only 40 minutes to mix each master batch into each production batch. In mixing 10 production batches, the conventional method requires a total of 600 minutes of mixing time (10 * 60 minutes); the master batching method requires the initial 30 minutes plus 40 minutes for each production batch (30 + [10 * 40]), for a total of 430 minutes. This saves 170 minutes (2 hours and 50 minutes) of mixing time.
Ask An Expert